







ЗАГИБОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОННОЙ РАМКИ:
HJ-ASBM-2008-II

Станок оснащен сверхмощными CNC-контроллерами австрийской компании B&R - ведущего Австрийского производителя в области промышленной автоматизации. Все электронные компоненты поставляются французским концерном Schneider Electric - ведущим мировым производителем в области электротехнического оборудования низкого напряжения и средств автоматизации. Наша компания первая в Китае стала использовать систему ЧПУ при производстве загибочных станков. Программа для оборудования с ЧПУ может быть загружена с внешних носителей, например с обычных или специализированных флеш-накопителей. Помимо этого, программа может подключаться к заводским сетям связи либо к промышленным сетям соединенными с глобальной интернетовской сетью.
Наш завод производит две модели гибочника, HJ-ASBM-2008-I (PLC) и HJ-ASBM-2008-II (CNC), отличительной особенностью является то, что в программу I-ой модели, данные параметров забиваются только непосредственно на пульте управления станка. Скорость сгибания у обеих моделей одинаковая.
Дисковая фреза (отрезной диск, немецкий бренд, сделано в Италии) для распила профиля изготовлена из высококачественной легированной быстрорежущей стали, которая обладает высоким сопротивлением разрушению, твердостью и красностойкостью. Скорость фрезы регулируется посредством установленного с внешней стороны переключателя, в пределах от 1300 до 1600 оборотов в минуту, поэтому при распиле, фреза не рвет профиля и не оставляет зазубрин и облоев, срез происходит моментально и качественно.
В станке применяется система автоматизированного проектирования и черчения AutoCAD (Computer-Aided Design). Для ввода данных используется программа для работы с электронными таблицами Excel - это текстовый формат (имя документа должно быть: order.csv), предназначенный для представления табличных данных, которая наиболее подходит для данного вида оборудования и характеризуется быстрым и удобным вводом необходимых параметров.
В оборудовании можно добавить дополнительную опцию для производства рамок из нержавеющей стали. В систему можно забить до 800 типоразмеров рамок и компьютер автоматически производит выборку для производимых рамок, в зависимости от введенных в компьютер данных. Работа станка является безотходной - при небольшом остатке рейки, он автоматически соединяется со следующей рейкой, посредством заранее прикрепленного к нему металлического коннектора (соединителя). Машина характеризуется высокой производительностью, отличным качеством готовой продукции, стабильностью в работе, долгим сроком службы и удобством в применении. Система автоматически отслеживает места соединения двух реек, поэтому распил или загиб на этом месте исключен.
Конструкция кулачка гибочного ножа имеет оптимальную форму для загиба профиля. Сам гибочный нож четко зафиксирован на движущем механизме двумя болтами, но в то же время легко регулируется и быстро снимается и заменяется. Кулачёк ножа должен быть на 0,5 мм уже толщины рейки. Станок гнет рамки любой заданной формы, применяемые материалы - алюминиевые, пластиковые, металлопластиковые и стальные (опция) рейки. Конструкционно, загибстан состоит из двух частей (передней и задней), при установке и запуске, обе части выстраиваются в единую линию и интегрируются.
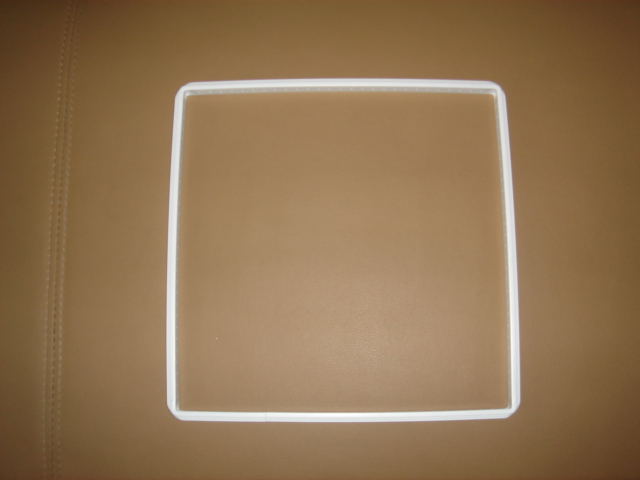
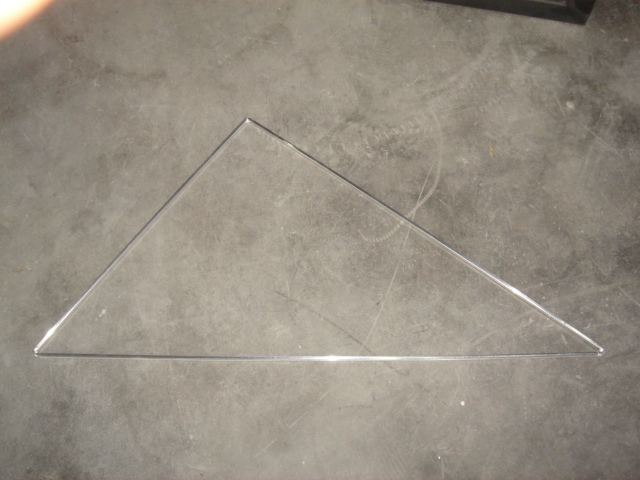
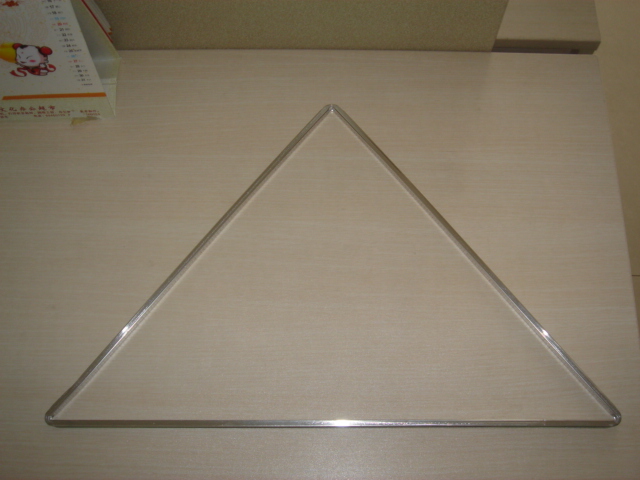
ОБРАЗЦЫ ДИСТАНЦИОННЫХ РАМОК:







Общая техническая характеристика:
-
Толщина профиля для рамки: 6–15 мм (больше или меньше - по запросу)
-
Толщина гибочных ножей, стандартная комплектация: 5.5 мм (для рамки 6 мм), 8.5 мм (для рамки 9 мм), 11.5 мм (для рамки 12 мм), 14.5 мм (для рамки 15 мм)
-
Минимальный размер рамки: 250×250 мм
- Максимальный размер рамки: 2000×4000 мм
-
Скорость подачи профиля: 0-120 м/мин
-
Скорость распила: 1300-1600 об/мин
- Погрешность в длине изготовленной рамки: ≤±0,2 мм/м
-
Погрешность в градусах изготовленной рамки: ≤±0,3°
-
Рабочие программы: AutoCAD (формат .dxf), Excel (формат .csv)
- Давление воздуха: 0,6 МПа
- Максимальный расход воздуха: 0,8 м³/мин
- Напряжение питания: 3Ф 380В/1Ф+N 220В
- Частота тока: 50 Гц
- Номинальная потребляемая мощность: 4 кВт
- Диаметр отрезной фрезы: 160 мм
- Габариты (д×ш×в): 10000×2200×2600 мм
- Вес (передняя часть): 1050 кг (нетто), 1200 кг (с упаковкой)
-
Вес (задняя часть): 730 кг (нетто), 880 кг (с упаковкой)

Мы также можем предложить стационарный принтер, интегрированный в загибочный станок, который печатает маркировку на внутренней стороне рамки. Данное устройство предназначено для нанесения печати на рамку в рабочем режиме загибочного станка. Маркиратор имеет компактные размеры и может устанавливаться в любом месте, наиболее удобный вариант за станком. Принцип работы заключается в том, что во время подачи рейки, печатный стержень мгновенно наносит заданную надпись на видимую сторону рейки. Устройство полезно тем компаниям, которые хотят каким-либо образом зафиксировать свой штамп или эмблему.
ЭЛЕКТРОПИЛА ДЛЯ РЕЗКИ АЛЮМИНИЕВОГО ПРОФИЛЯ ДИСТАНЦИОННЫХ РАМОК:
HJ-SC-2008

Данная установка является бюджетной альтернативой загибочного станка. Преимущество станка - недоргая стоимость, предназначена для нарезания металлического профиля при изготовлении дистанционных рамок. Все пилы с подающим и приемным рольгангами и позволяют резать несколько заготовок одновременно. Пилы оснащены пневмоприжимом алюминиевых заготовок и автоматической подачей режущего диска посредством педали для удобства и безопасности работы. Также, возможен вариант ручной подачи режущего диска (по договоренности).
Общая техническая характеристика:
- Давление воздуха: 0,6 МПа
- Напряжение питания: 1Ф+N 220В
- Частота тока: 50 Гц
- Скорость вращения пилы: 13000 об/мин
- Номинальная потребляемая мощность: 1,3 кВт
- Диаметр фрезы: 110 мм
- Габариты (д×ш×в): 6300×500×800
ПРЕИМУЩЕСТВА АВТОМАТИЧЕСКОГО ГИБОЧНОГО СТАНКА ОТ ЭЛЕКТРОПИЛЫ:
-
При загибании, в изготовлении рамки используется только один соединяющий коннектор, а не четыре уголка как при резке.
-
Поскольку используеся только один соединяющий коннектор, соотвественно только одна щель при совмещении рамки со стеклом, что является большим преимуществом при заполнении стеклопакета инертным газом. Если щелей четыре, как это при резке, то газ испаряется как минимум в 4 раза быстрее.
-
При гибке, рамка намного прочнее чем при резке, и это отражается на прочности и геометрии стекопакета.
-
Скорость изготовления рамки на гибочнике в несколько раз быстрее чем при распиле.
-
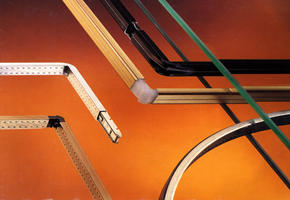
Гнутая рамка изнутри смотрится намного эстетичней, нежели соединенная уголками. Особенно это заметно через год-два, когда стеклопакет со временем теряет геометрию и скрепленные на уголках рейки начинают расходится, создавая и увеличивая между собой зазор.



