Данная модель позволяет производить одно- двухкамерные и структурные стеклопакеты. Сборка происходит автоматически непосредственно в прессе посредством двух сервомоторов. Один сервомотор позиционирует стекло по оси X, второй - по оси Y, за счет этого достигается абсолютно точная сборка стеклопакета. Особенно это необходимо при сборке структурного стеклопакета. При сборке структурного стеклопакета, большой лист стекла расположен сзади, а маленький лист стекла — спереди. Маленький лист стекла заходит в пресс первым, происходит автоматическое позиционирование расстояния отступов, и лист присасывается к передней панели пресса, затем заходит большой лист стекла с рамкой, и пакет отжимается.
При изготовлении обычного с/пакета производственный процесс аналогичный. Первый лист стекла заходит в пресс и вакуумными присосками присасывается к передней панели пресса. Затем в пресс заходит второй лист стекла с установленной дистанционной рамкой, после чего происходит опрессовка. При производстве двухкамерного стеклопакета, процесс дублируется.
В данную модель можно включить опцию автоматической зарядки инертного газа в прессе. Для стеклопакетов с использованием стекол с низкоэмиссионным (Low-E) покрытием, наполнение инертным газом является важным моментом, т.к. при взаимодействии с кислородом, покрытие постепенно исчезает. В газовой среде не происходит химической реакции и напыление будет оставаться неизменным пока не улетучиться газ. Используя качественное высокотехнологичное оборудование при сборке стеклопакетов, газ сохраняется внутри стеклопакета несколько лет. К тому же, отсутствие газовой среды (аргон, криптон и др.), увеличивает скорость конвективного движения внутри стеклопакета, что приводит к охлаждению воздушного пространства и стекол.
Как правило, при использовании в стеклопакете Low-E стекла, его ставят с внутренней стороны, поскольку при отражении тепла внутрь помещения оно нагревается (это можно почувствовать прикосновением ладони), что естественно, уменьшает вероятность образования конденсата. Напыленная сторона стекла обязательно должна быть направлена внутрь стеклопакетной конструкции! При наполнении газом, стеклопакет должен быть заполнен не менее чем на 90%. В нашей линии имеется автоматический счетчик определения газонаполнения. Процентное соотношение наполненности определяется газоанализатором.
Серия 1:
Артикул: HJ-LINE-P-3008 (2008)

Длина собранной линии 25800мм (21700мм)
Линия состоит из 8 конвейеров:
- входной
- моечный
- инспекционный I
- совместительный (монтаж рамки)
- инспекционный II
- прессовочный
- выходной
- откидной стол
Серия 2:
Артикул: HJ-LINE-P-3007S (2007S)

Длина собранной линии 22400мм (18900мм)
Линия состоит из 7 конвейеров:
- входной
- моечный
- инспекционный I
- совместительный (монтаж рамки)
- инспекционный II
- прессовочный
- выходной
Серия 3:
Артикул: HJ-LINE-P-3007F (2007F)
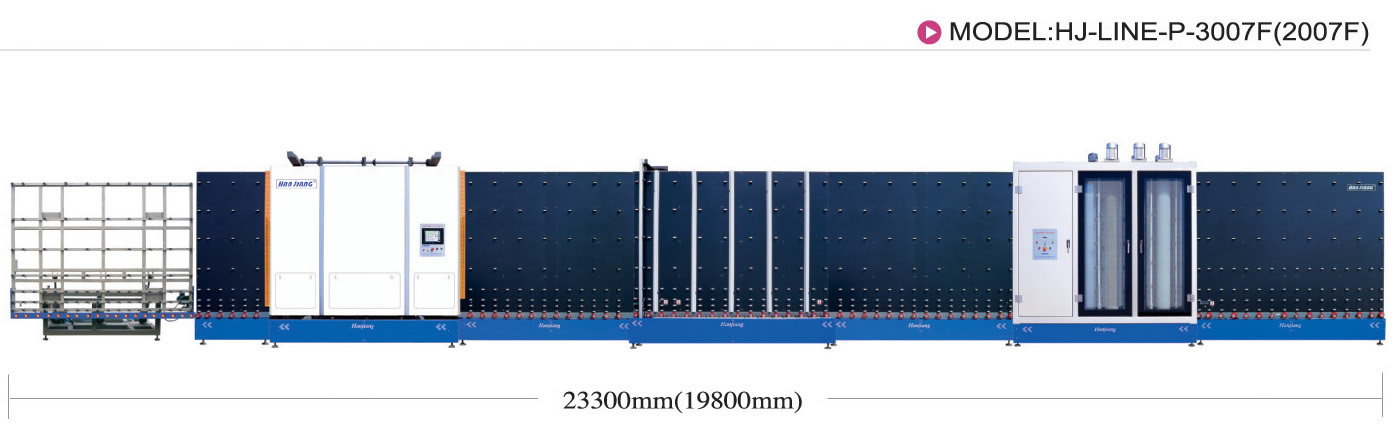
Длина собранной линии 23300мм (19800мм)
Линия состоит из 7 конвейеров:
- входной
- моечный
- инспекционный I
- совместительный (монтаж рамки)
- инспекционный II
- прессовочный
- откидной стол
Общая техническая характеристика линий:
-
Макс. размер
стекла: 2450×3150 мм (1950×2580 мм)
- Мин. размер стекла: 200×450 мм
- Толщина стеклопакета:
48 мм
- Толщина листа стекла:
3~15 мм
- Скорость мойки стекла:
0~8 м/мин
- Количество
щеток:
3 пары
- Скорость
движения стекла:
45 м/мин
- Толщина
дистанционной рамки:
4~24 мм
- Высота
от пола до донных роликов:
400 мм
- Расход
воды:
500 литров/час
- Расход
воздуха (компрессор):
0.8 м³/мин
- Давление воздуха:
1.0 МПа
- Электропроводность воды:
≤50 мкС/см
- Напряжение питания:
3Ф 380В
1Ф+N 220В
- Частота тока:
50 Гц
- Мощность воздуходувки: 11 кВт
- Номинальная потребляемая
мощность:
38 кВт
- Производительность
однокамерного стеклопакета (900×1200 мм):
23~30 сек
- Дневная (8 часов) производительность однокамерного стеклопакета (900×1200 мм): 800~900 шт
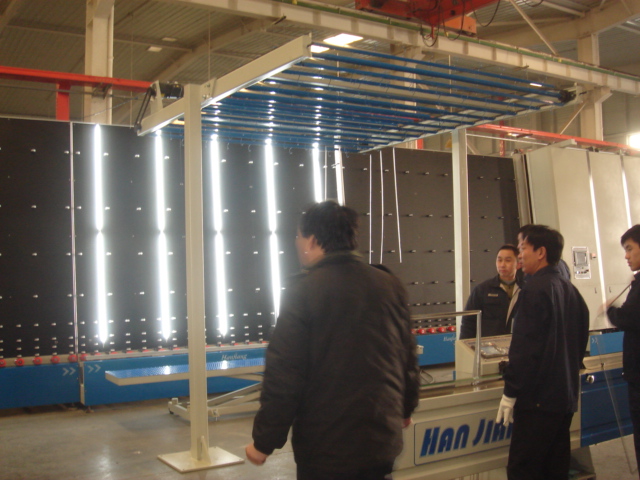
Предлагаем Вашему вниманию несколько фотографий нашей производственной линии модели HJ-LINE-P-3008. Данная линия является не стандартной, поскольку имеет 9 конвейерных секций, вместо 8 как указано выше на нашей стандартной модели. Прибавление дополнительных секций к линии, значительно увеличивает производительность, в данном случае мы добавили еще один проверочный конвейер, он действует как накопитель.
Также данная линия имеет опцию автоматической зарядки инертным газом в прессе. Баллон с газом можно поставить где угодно, в нашем случае он находится за линией, непосредственно за прессовочным конвейером и контролируется специальной системой установленной на задней части пресса.