







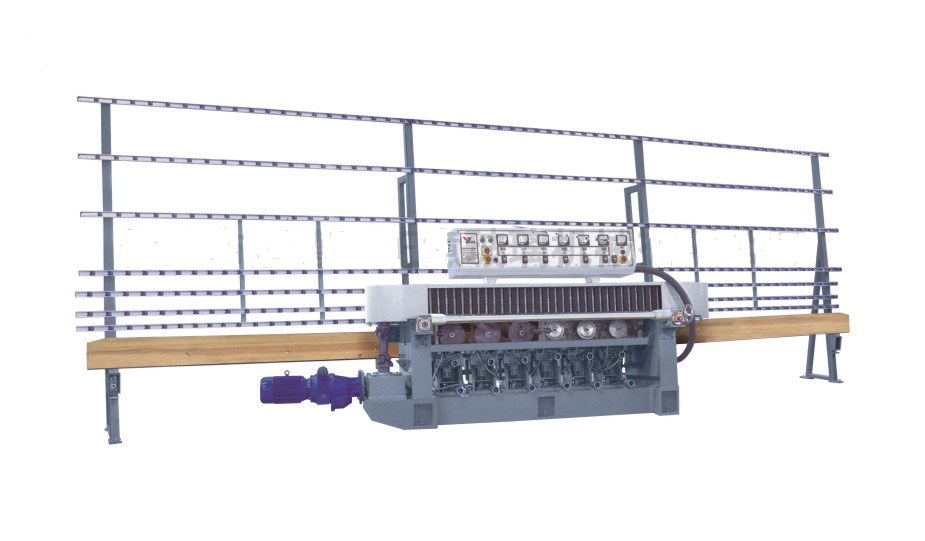
СТАНОК ДЛЯ ПРЯМОЛИНЕЙНОЙ ОДНОСТОРОННЕЙ ОБРАБОТКИ КРОМКИ СТЕКЛА

Помимо производимого нашим заводом вертикального прямолинейного кромкооблицовочного станка HJ-GSM-2008 с ЧПУ (CNC) системой, мы предлагаем к поставкам полный ассортимент вертикальных прямолинейных станков для односторонней обработки кромки стекла (шлифовка, полировка) и формирования фацета. Кромочники и фацетники предназначены для снятия фаски и формирования, шлифования и полирования прямолинейной кромки либо фацета на листовом стекле. Фаска — поверхность, образованная скосом торцевой кромки стекла, используется в технологических, технических, а также в декоративных и эргономических целях. Фасками часто украшают кромки стекла и зеркал, чтобы увеличивать их отражающую поверхность и создать игру света.

Помимо производимого нашим заводом вертикального прямолинейного кромкооблицовочного станка HJ-GSM-2008 с ЧПУ (CNC) системой, мы предлагаем к поставкам полный ассортимент вертикальных прямолинейных станков для односторонней обработки кромки стекла (шлифовка, полировка) и формирования фацета. Кромочники и фацетники предназначены для снятия фаски и формирования, шлифования и полирования прямолинейной кромки либо фацета на листовом стекле. Фаска — поверхность, образованная скосом торцевой кромки стекла, используется в технологических, технических, а также в декоративных и эргономических целях. Фасками часто украшают кромки стекла и зеркал, чтобы увеличивать их отражающую поверхность и создать игру света.


Количество шпинделей зависит от обрабатываемого стекла и пожелания клиента. Угол скоса фаски выбирается исходя из конструктивных целей, но зачастую устанавливается равным 45°. Ходовые станки на сегодняшний день оснащены 8-9 шпинделями, однако их количество может варьироваться от 4 до 12 и более. Траки плотно крепятся к конвейерным цепям, что гарантирует жесткий рабочий ход. Картер двигателя изготовлен из высококачественного металла и плотно защищает рабочие детали.
В машинах применяется конструкция с роликовой пластиковой цепью. Ленточный конвейер для подачи стекла может быть как полностью пластиковым, так и с резиновыми накладками (по договоренности). При движении, заготовка плотно фиксируется на конвейере. Установлен мощный высококачественный редуктор, работающий в стабильном режиме и исключающий вибрацию стекла в зоне обработки. Машина может быть оснащена PLC-системой, либо возможен ручной вариант, где все настройки производятся вручную. При оснащении станка PLC-системой, цифровые датчики показывают место передней балки, скорость и общую длину обработки, а также другие рабочие параметры. В оборудовании применяется пневматическая полировка, предназначенная для обработки прямых и закругленных краев, еврокромок (трапециевидных). Также возможен экономвариант не имеющий пневмосистемы (при формировании фацета пневматика необходима).
Наша компания сотрудничает с самыми крупными и ведущими заводами c опытом производства более 10-15 лет. Мы участвуем во всех крупнейших международных и китайских стекольных выставках. И как правило, наши стенды всегда одни из самых больших, для демонстрации наших новинок. Мы очень плотно сотрудничаем с Россией и странами бывшего Союза, и на данный момент у нас уже более сотни клиентов в РФ и СНГ.
ПРЕИМУЩЕСТВА НАШИХ КРОМОЧНЫХ СТАНКОВ:
-
Стекло передвигается не на ленточных конвейерах (ремни), а на резиновых квадратиках. Т.к. после резки и стола разлома, кромка стекла очень острая, и она режет конвейерные ленты, а резиновые квадратики имеет мягкую структуру что позволяет сохранить более долгий срок службы
-
Мощность всех двигателей должна быть большой, особенно первого двигателя (не менее 2,2-2,5 кВт)
-
Скорость двигателей должна быть не менее 3000 об/мин
-
Чтобы понять качество обоработки, необходимо проверить обработку стекла с толщиной 19 мм высотой 700 мм длинной 2500 мм (все стороны должны быть хорошо обработанными, не имея матового цвета)
-
Высокая точность прямолинейных направляющих (ласточкины хвосты)
-
Трек должен состоять из трех, а не из двух прижимов
-
Станок должен быть длинным (чем длинне, тем лучше)
-
Вес станка должен быть не менее 3 тонн
-
Квадратные и прямоугольные кнопки плохие (со временм начинают западать), хорошие кнопки – полукруглые
-
Минимальная скорость подачи 0,4 м/мин (чем ниже скорость, тем качественней обработка)
-
Необходимо чтобы был двухскоростной редуктор (мощность – чем больше, тем лучше), он находится снизу
-
Если 9-ый шпиндель не с цериевым кругом, а с фетровым полировочным кругом, куда добаляется церий для обработки, то должна быть одна ванна на первые 8 шпинделей, и отдельная ванна для 9-го шпинделя. Ванна для 9-го шпинделя должна быть не просто отделена перегородкой, а должна быть отделена пространством (две ванны). Это для того, чтобы ЦЕРИЙ циркулировал только в этой ванне и не перелился в другую ванну. Это делается для экономии церия, в таком случае его можно использовать целый год. ПОЯСНЕНИЕ: Цериевый круг дорогой, станок с цериевым кругом стоит дороже чем станок с фетровым кругом с добавлением церия. К тому же цериевый круг быстро изнашивается, а полировка похуже чем у фетрового круга с добавлением церия
-
Станина должна быть хорошо окрашена ПОРОШКОВОЙ КРАСКОЙ
-
Экран не обязательно, в данном станке в нем нет необходимости в PLC-системе и тачкрине (по желанию заказчика)
-
Кромочники обрабатывают триплекс-стекло толщиной от 4 до 40 мм
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ:
-
скорость подачи стекла: 0.4-5 м/мин
-
минимальный размер обрабатываемого стекла: 80×80 мм
-
толщина обрабатываемого стекла: 3-25 мм
-
напряжение: 21 кВт
-
габариты станка: 7000×1000×2500 мм
-
вес станка: 3200 кг



