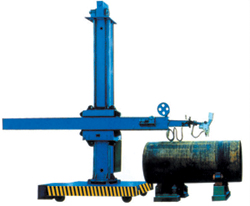
Самонастраивающиеся роликовые опоры могут иметь различную грузоподъёмность. Опоры также предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. С помощью роликового вращателя достигается рациональное расположение свариваемого участка, за счет чего вспомогательное время на сварку сокращается до минимума.
Электрическая дуговая сварка — один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги превосходит температуры плавления всех существующих металлов. В процессе электросварки могут быть использованы
плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.п.), которую вводят непосредственно в сварочную ванну. Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Принцип действия: вращающее усилие передается роликам через двигатель – редуктор – передаточный механизм – двигающий механизм. Благодаря силе трения между роликами и рабочей деталью, ролики будут приводить обрабатываемую деталь во вращение. Скорость вращения роликов может регулироваться и зависит от требований к сварке. Приводная секция вращателей состоит из основания, системы трансмиссии, рамы и ролика. Два ролика на направляющей служат в качестве поддержки и являются не приводными. Вращение роликов осуществляется благодаря силе трения между роликами и рабочей деталью, таким образом, вращение обрабатываемой детали передает вращение и роликам. Этим обеспечивается синхронное вращение приводных и не приводных роликов.
Установка расстояния между роликами в сварочной опоре под требуемый диаметр свариваемого изделия происходит автоматически (в соответствии с техническими параметрами). С помощью роликовых опор можно производить автоматическую сварку внешних и внутренних кольцевых швов изделий, а также наплавку внешних и внутренних поверхностей, дополнительно используя сварочные колонны или другие механические приспособления.